WHAT IS WEB TENSION CONTROL?
Web tension control can be defined as the maintenance of a set amount of web tension (pull or force) for a material being processed. Often measured in oz, lbs, grams, kg, or newtons — proper tension must be maintained to prevent stretching, wrinkling, breaking or inconsistent registration of material during printing or converting processes.
Web tension control improves uniformity in coating applications and material lamination while decreasing the incidence of rewind defects such as crushed cores, starred rolls, edge curl and telescoped rolls. When web tension is under control it can enable processes to run at higher speeds while reducing scrap, delivering a rapid return on investment that boosts producers’ long term profitability.
The most reliable means of calculating web tension is by measuring force on an idler roll paired with load cells (also called transducers). The resulting load cell strain gauge output provides a proportionate signal that is used to monitor feedback and adjust output in a closed-loop control system.
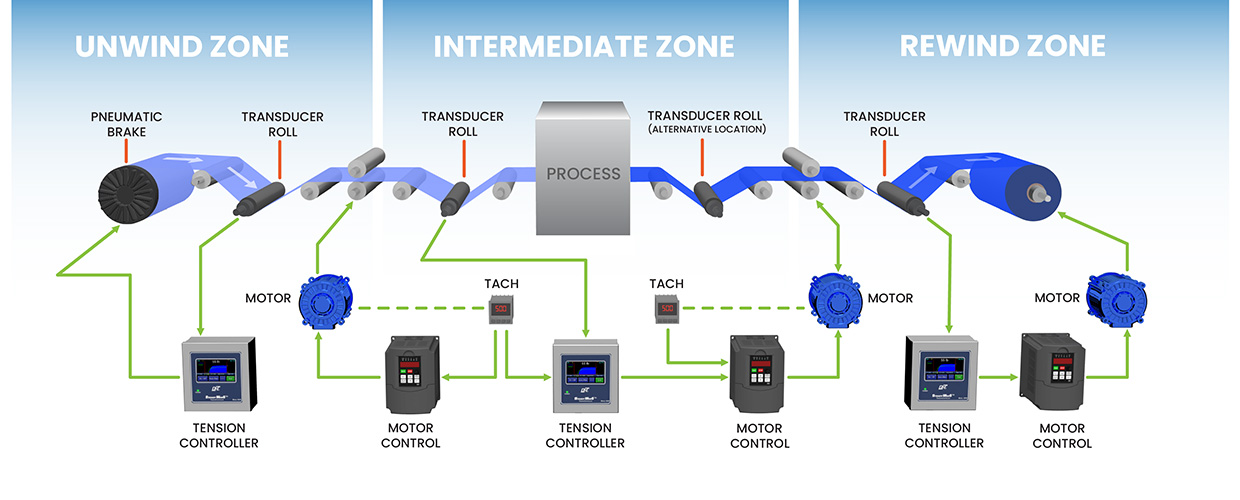
Web tension control is most commonly used in three zones: Unwind (infeed), Intermediate (process), and Rewind (take up).
In the unwind zone, infeed roll hold-back torque is often controlled by an electric or pneumatic brake. The web strain or tension resulting from this torque is regulated by a closed-loop controller to prevent web drooping, stretching or wrap-up incidents ahead of transiting to the intermediate zone.





